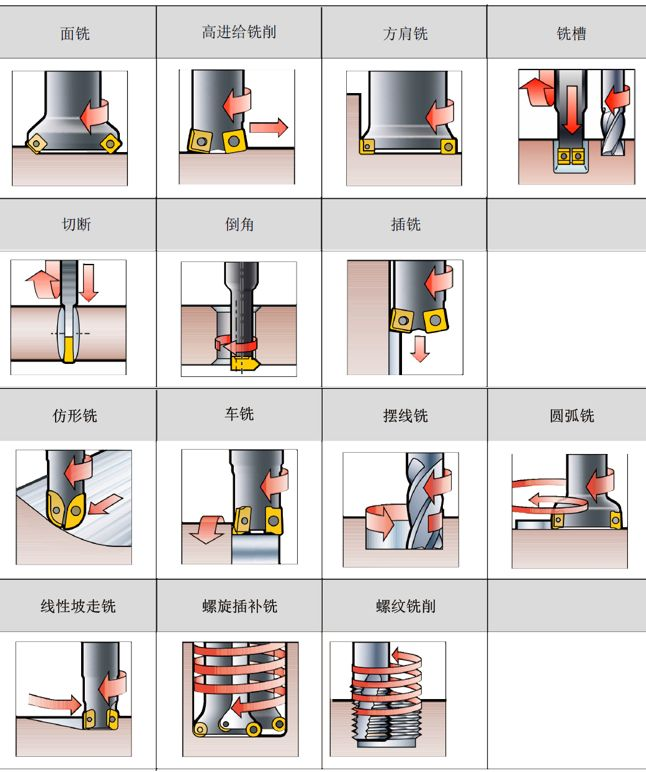
ミーリング加工の実際の生産には、工作機械のセッティング、ワークのクランプ、工具の選択など多くの応用スキルが必要となります。今回はミーリング加工の17のポイントを簡潔にまとめました。それぞれの重要なポイントは、徹底的に習得する価値があります。
Xinfa CNC ツールは高品質で低価格という特徴があります。詳細については、以下をご覧ください。CNC ツール メーカー – 中国 CNC ツール工場とサプライヤー (xinfatools.com)
1. 電力容量
動力容量と機械の剛性をチェックして、機械が必要なカッター径に対応できることを確認してください。
2. ワークの安定性
ワークのクランプ条件と考慮事項。
3. オーバーハング
加工中は、主軸上の工具の突き出し量をできるだけ短くしてください。
4. 正しいカッターピッチを選択する
振動の原因となる切削時のインサートのかみ合いが強すぎないように、正しいカッターピッチを使用して加工してください。
5. 切削加工
幅の狭いワークピースを加工する場合やギャップがある場合は、チップのかみ合いが適切であることを確認してください。
6. ジオメトリ選択の挿入
スムーズな切削動作と最小限の電力消費を確保するために、可能な限りポジ形状の刃先交換式インサートを使用してください。
7. 正しいフィードを使用する
推奨される最大切りくず厚さを使用して、正しい切削動作を実現するために使用するインサートの正しい送りを確保してください。
8. 切断方向
可能な限りダウンミリングを使用してください。
9. 部品に関する考慮事項
ワークの材質と形状、加工面の品質要件。
10. グレード選択の挿入
被削材の材質と用途のタイプに基づいて形状と材種を選択します。
11. ダンプフライスカッター
突出し量が長く、工具直径の 4 倍を超える場合、振動の傾向がより顕著になり、減衰工具を使用すると生産性が大幅に向上します。
12. 角度を入力してください
最適な進入角度を選択してください。
13. カッター径
ワークの幅に基づいて正しい直径を選択してください。
14. カッター位置
フライスカッターを正しい位置に置きます。
15. カッターの出入り
見てわかるように、アーク入口では、出口時の切りくず厚さは常にゼロであるため、より高い送りとより長い工具寿命が可能になります。
16. クーラント
クーラントは必要と思われる場合にのみ使用してください。一般に、フライス加工はクーラントを使用しない方が効率よく実行されます。
17. メンテナンス
工具メンテナンスの推奨事項に従い、工具の磨耗を監視します。
投稿日時: 2024 年 7 月 20 日


