フライスはよく使われます。フライスの構造を本当に理解していますか?今日の記事を通して調べてみましょう。
1. 刃先交換式フライスの主な幾何学的角度
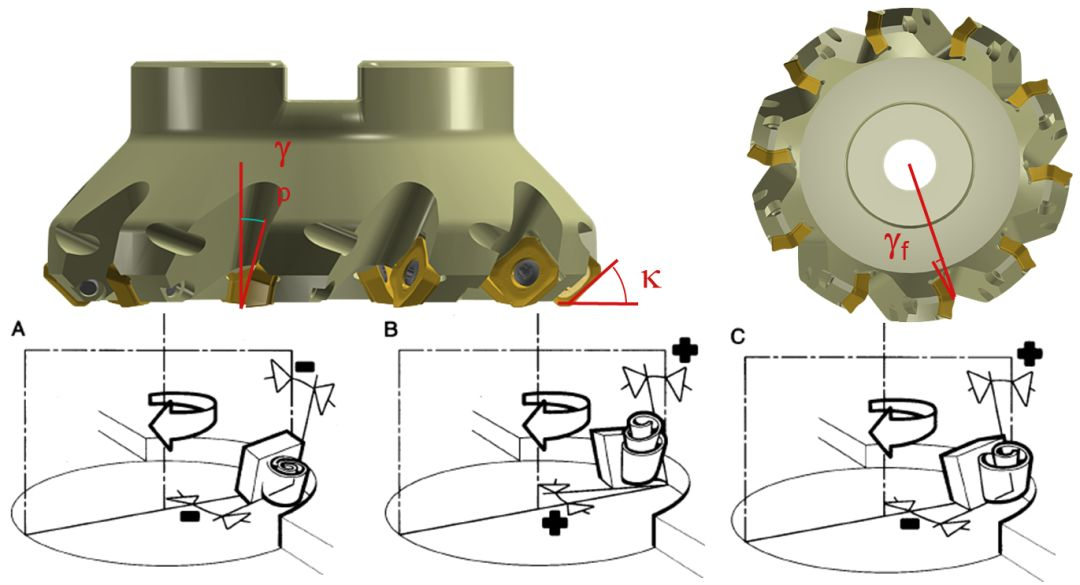
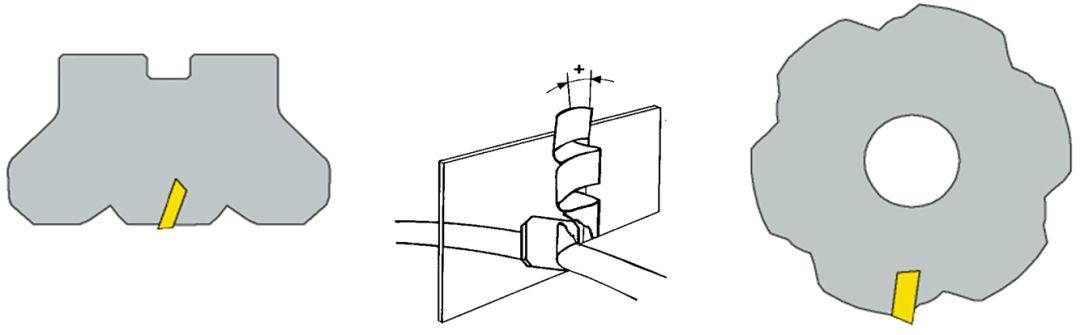
フライスには、リーディング角と 2 つのすくい角があり、1 つはアキシャルすくい角と呼ばれ、もう 1 つはラジアルすくい角と呼ばれます。
ラジアルすくい角γfとアキシャルすくい角γp。ラジアルすくい角 γf は主に切削能力に影響します。アキシャルレーキ角γpは、切りくずの形成とアキシアル力の方向に影響を与えます。 γpが正の値の場合、切りくずは加工工程から飛散します。麺。
すくい角(すくい面接触面)
ネガティブすくい角:鋼、合金鋼、ステンレス鋼、鋳鉄用。
正のすくい角: 粘性材料および一部の高温合金で使用されます。
中央前隅: ナイフのねじ切り、溝入れ、プロファイリング、成形に使用されます。
可能な限り負のすくい角を使用してください。
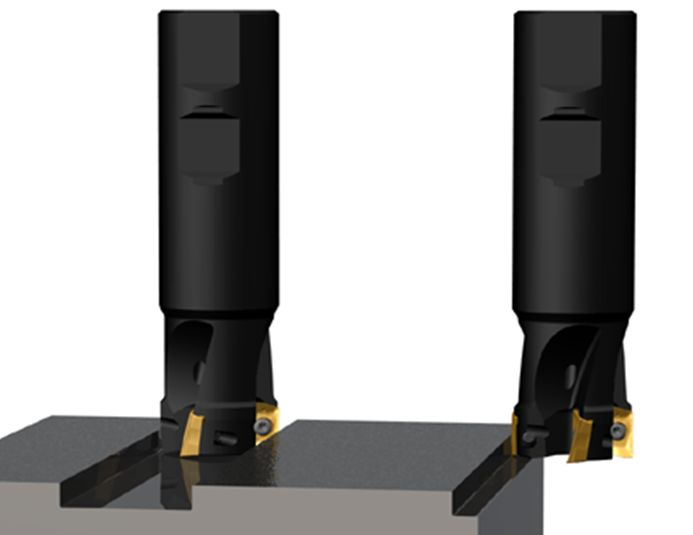
2. フライスカッターの形状
1. 正の角度 - 正の角度
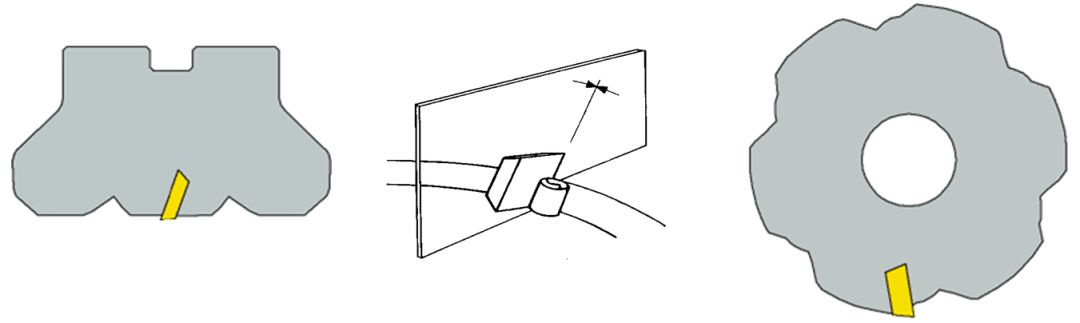
切れ味は軽く滑らかですが、刃先強度が劣ります。軟質材やステンレス鋼、耐熱鋼、普通鋼、鋳鉄などの加工に適しています。工作機械の出力が低い場合、加工システムの剛性が不足している場合、ビルドアップエッジがある場合に適しています。
アドバンテージ:
+スムーズな切断
+ スムーズな切りくず排出
+ 良好な表面粗さ
短所:
- 刃先強度
- 接触を切断しにくい
- ワークはマシンテーブルから分離されます
2. 負の角度 – 負の角度
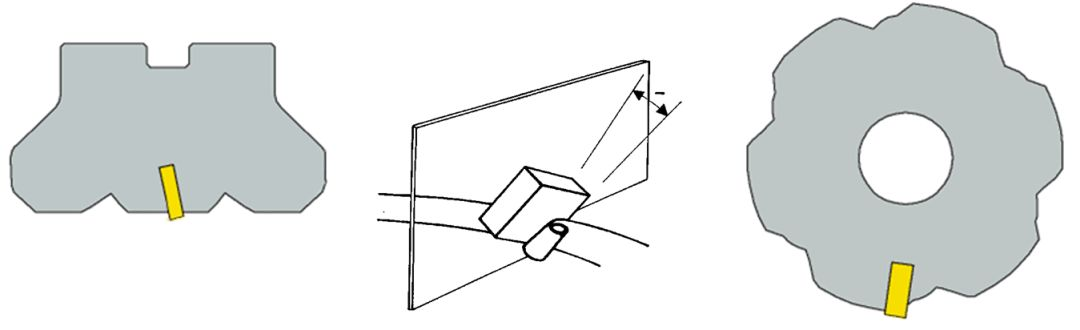
衝撃に強く、ネガ刃の採用により鋳鋼、鋳鉄、高硬度高張力鋼の荒加工に最適です。
ただし、フライス加工は多くの電力を消費し、優れたプロセスシステムの剛性が必要です。
アドバンテージ:
+ 刃先強度
+ 生産性
+ ワークピースをマシンテーブルに押し込みます
短所:
- より大きな切削抵抗
- 切りくずブロック
Xinfa CNC ツールは高品質で低価格という特徴があります。詳細については、以下をご覧ください。
CNC ツール メーカー – 中国 CNC ツール工場とサプライヤー (xinfatools.com)
3. 正の角度 – 負の角度
刃先は衝撃に強く、切れ味が優れています。鋼、鋳鋼、鋳鉄の加工に適しています。マージンを大きく取って加工すると効果も高くなります。
アドバンテージ:
+ スムーズな切りくず排出
+ 有利な切削抵抗
+幅広い用途
4. フライスピッチ
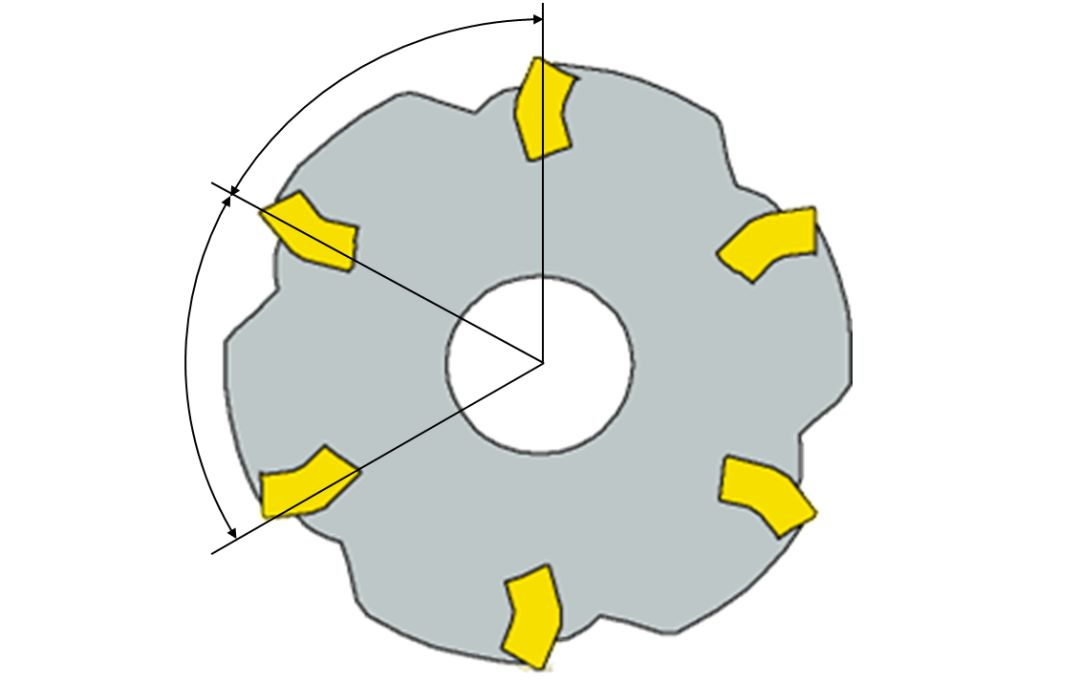
1) 緻密な歯: 高速送り、大きな加工抵抗、小さなチップスペース。
2) 標準歯: 従来の送り速度、フライス力、チップスペース。
3) 粗い歯: 低速送り、小さな加工力、大きなチップスペース。
フライスに特殊なワイパーチップが装備されていない場合、表面粗さは 1 回転あたりの送りがチップのワイパー面幅を超えるかどうかによって決まります。
例: スロットミリングとコンターミリング
歯数:
•スロットフライス用のまばらな歯または標準的な歯(安全性)
•輪郭フライス用の高密度の歯(生産性)
投稿日時: 2023 年 11 月 1 日


