気孔はアルミニウム溶接では非常に一般的です。
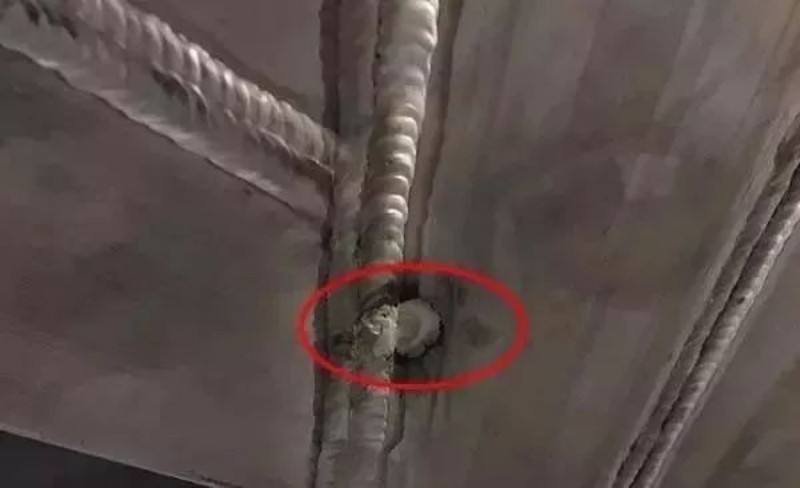
母材や溶接ワイヤにはある程度の気孔が存在するため、溶接時に気孔が規格を超えないように大きな気孔を避ける必要があります。湿度が80℅を超える場合は、溶接を中止する必要があります。毛穴が基準を超える確率も80℅と高く、戻り物も出やすいです。
図のような湿潤状態で溶接を行うと返品が発生する可能性が非常に高くなります。
Xinfa溶接装置は高品質、低価格という特徴を持っています。詳細については、以下をご覧ください。溶接および切断メーカー – 中国の溶接および切断工場およびサプライヤー (xinfatools.com)


▲湿度▲
時々溶接部に黒い粉が付着することがありますが、どうすればよいですか?


▲ブラックとグレー▲
実はタングステン電極が汚れていたり、溶融池や溶接ワイヤに触れてアルミが付着していたりします。タングステン電極が洗浄されて初めて続行できます。

▲汚染されたタングステン電極はカリフラワーの形をしている▲
このとき、溶接機の清掃幅を底部に調整するだけでよく、電流は基本的に約200で、スクラップアルミニウム片からアーク溶接を開始します。わずか数秒で、タングステン電極が小さなボールを形成します。アルミを上手に溶接したいなら小ボールが必須アイテムです。

▲ 掃除幅を最小設定に調整します▲


▲魔法の小さなボール▲
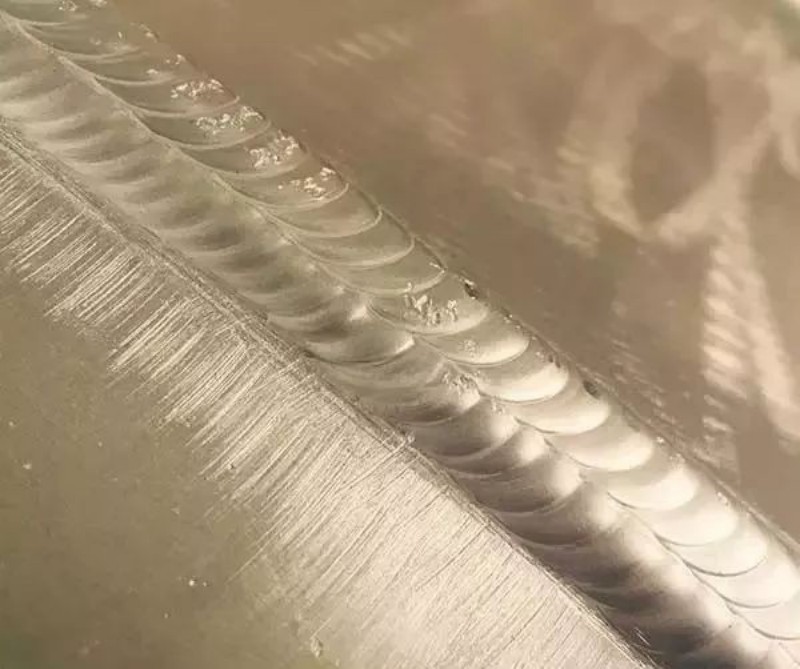
アルミニウム溶接とステンレス鋼を比較すると、私はアルミニウム溶接の方が好きです。ステンレスのように振り回す必要があり面倒ではありません。アルミの溶接は簡単で、溶接ガンは基本的に振れません。このライナー付きアルミ管はすみ肉溶接なので溶接はそれほど面倒ではありません。
電流を適度に調整する場合、溶融池を制御できる電流が最適です。各溶接機の性能が異なり、電流も異なり、アークの柔軟性も異なります。




投稿日時: 2024 年 9 月 29 日


